Our pump packages feature pumps, parts, and enclosures from these manufacturers



Fire Pump & Municipal Packages
Phoenix Pump is a combination of exceptional degrees of technology and innovation, quality and reliability worthy of a leading brand on the market. The wide range includes many models which vary in terms of pressure, flow, power and technical characteristics, to satisfy widly different market demands.
UL Listed and FM Approved fire pump packages are produced using components that have been subjected to rigorous test to ensure that they will perform when called upon. Pump tests map the flow versus discharge head characteristics across the entire range of flows; suction lift tests evaluate the pump's ability to perform in less than perfect water supply conditions; and hyrdostatic pressure testing performed to assure the pump casings can withstand the fire system pressure.
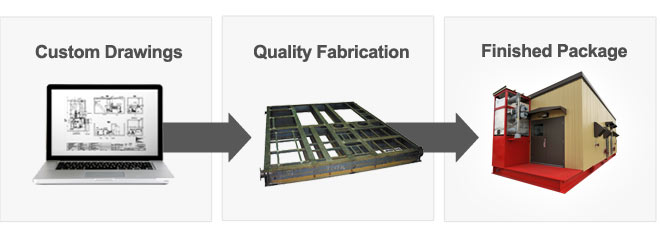
Phoenix Pump builds pump packages typically including a structural base, pipe supports, pumps, piping, valves starting systems, tanks, piping specialties, motor controllers, diesel engine controllers, variable frequency drives, electrical wiring and pressure, flow, temperature sensors. Manufacturing a system improves quality and is more cost-effective when compared to a field-built system.
Custom Built to Your Specifictions
- Factory designed, assembled and tested
- Faster delivery
- Lower cost
- Higher quality
- Simplified field installation
Packaged Pump Features
- Fire pump UL Listed and FM Approved
- Booster pump
- Buildings
- Noise reduction
- Instrumentation integration for local and remote indication and alarms
- Flow measurements
- Dual startings(electric and air)
- UL Listed purge system for Class 1, Division, Groups C&D
- Multiple pumps on one skid
- Skid mounted house including all piping, valves, fittings and flow meter
- Blast resistant enclosures